


1、整線采用 PLC 控制,液晶顯示觸摸屏,人機界面。實現人與 PLC的交互。操作人員通過設定的程序自動運行(可編程控制)并對控制過程進行監(jiān)控,實現操作人員控制生產線和修改控制參數,并可實時監(jiān)控設備運行狀態(tài),運行參數和故障指示等。 制件長度數字設定,制件長度可調整。實時監(jiān)控設備運行狀態(tài)和故障指示。
2、操作方式有手動/自動兩種。具有手動、自動切換功能:在手動狀態(tài)下,能進行單機運行,方便維修;在自動狀態(tài)下,進行全線生產運行,順序啟動;全線設有急停按鈕,易于處理緊急事故,保證設備和操作人員安全。
3、全自動CU型鋼生產線首先由開卷機放料,料卷經行車放到上料小車由 PLC控制上料小車將料卷放到開卷機上,使鋼帶進入壓料整平,通過整平機拉料使料進入自動剪切對焊機構中,前面一卷的尾部和后一卷前部進入剪切對焊機構之后切頭去尾進行自動焊接,然后進入儲料活套機構中,活套起到儲料的作用,可保證設備在生產中起到不停機生產的作用,由活套出來之后通過高架牽引鋼卷,通過地坑緩沖進入沖孔機構中,根據產品要求編程好沖孔程序進行沖孔,沖完孔的鋼帶再通過地坑的緩沖進入輥壓成型設備中,根據需要做的版型調試出合格的產品,再由輥壓成型設備出來之后進入伺服切斷裝置,根據需要的長度通過電氣編程定好標準進行切斷,經切斷之后的成品再進入自動下料輥道,最后自動碼料和自動打包。
- 設備配置
-
配置一
8T液壓開卷+上料小車鏟頭壓引5輥矯平板頭剪+自動焊接臥式螺旋活套8工位液壓沖孔機構+伺服送料導向進料+校平+輥壓成型伺服跟蹤液壓飛剪自動智能輥道智能自動碼垛自動打包出料輥道配置二
8T液壓開卷鏟頭壓引5輥矯平板頭剪+自動焊臥式螺旋活套8工位液壓沖孔機構+伺服送料導向進料+校平+輥壓成型伺服跟蹤液壓飛剪自動下料輥道配置三
8T液壓開卷導向進料+校平+自動換型輥壓成型+伺服跟蹤液壓飛剪自動下料輥道
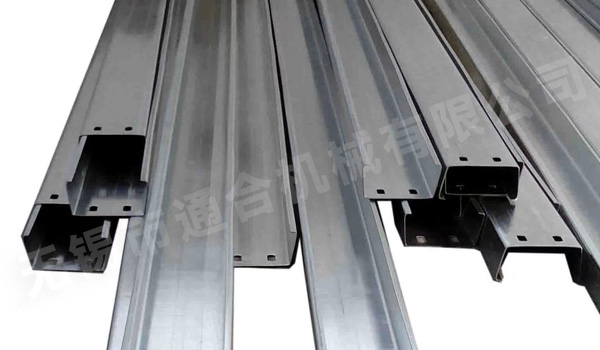
- 產品細節(jié)
-
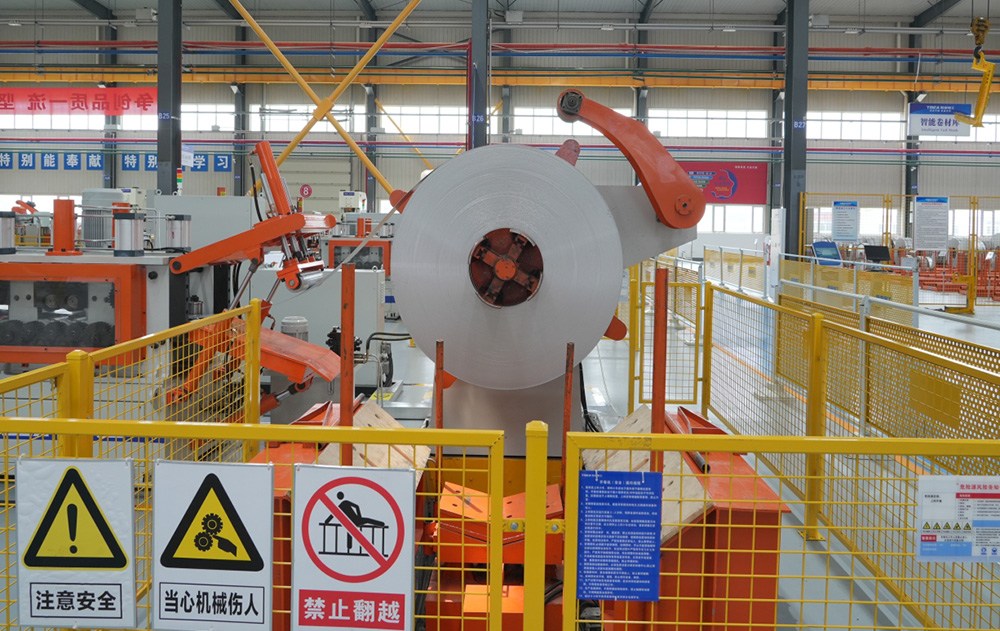
備料臺+伺服升降??+全?動液壓開卷機

智能剪切對焊機

儲料系統

?架整平

全?動液壓沖孔機構

全?動液壓沖孔機構

伺服跟蹤液壓切斷

智能下料系統

智能碼垛系統

智能輸送輥道+智能捆扎系統
- 技術參數
技術要求
參數
整線速度
設計強度和動力足夠,材料厚度3.0mm內均可滿足:10至30米/分鐘無極可調,平均速度10米至30米/分鐘。
軋制帶鋼材質
Q235-Q550-冷、熱軋帶鋼
軋制規(guī)格
C型鋼50-160mm U41-82mm
軋制帶鋼寬度
≤ 400mm
軋制帶鋼卷內徑
508mm
軋制帶鋼卷外徑
1300mm至2000mm
活套儲料長度
300m-500m
沖孔機
電機驅動液壓系統,多工位液壓沖孔
軋制鋼帶材質
Q195-Q550冷熱軋帶鋼,鍍鋅板或鋅鎂鋁
- 產品應用
 船舶
船舶 公路
公路 汽車生產線
汽車生產線 橋梁
橋梁 太陽能光伏
太陽能光伏